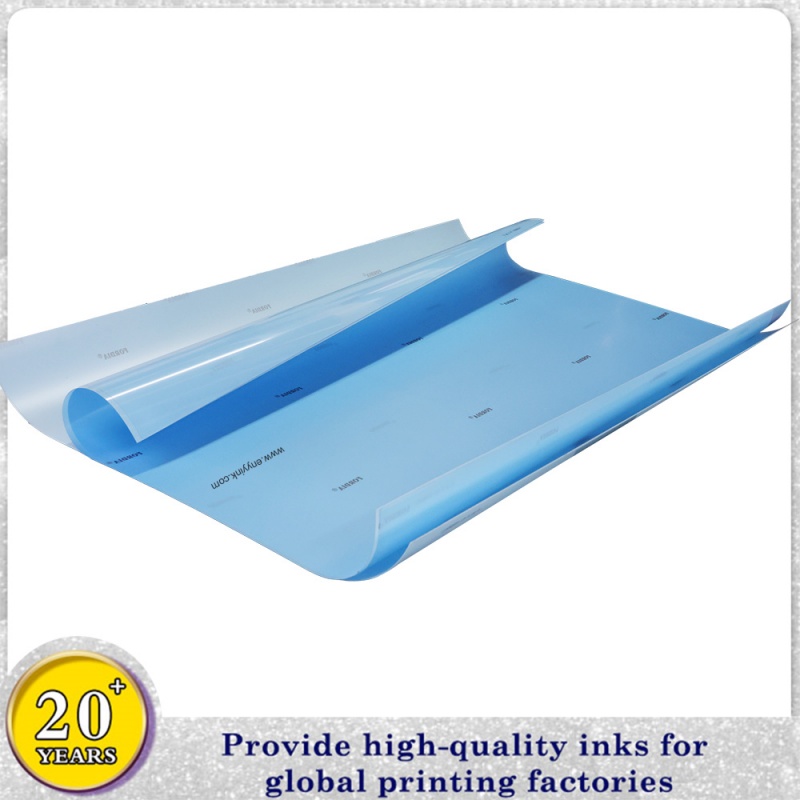







تیغه های سوراخ دار T-404 برای چاپ افست
نام تجاری Perfect Perf
منبع محصول ایالات متحده
زمان تحویل در 3 روز
ظرفیت عرضه 10000 عدد در ماه
قوانین برش سوراخ دار نوارهای فلزی نازکی هستند که در ماشین های برش قالب برای ایجاد خطوط سوراخ دار روی مواد مختلف استفاده می شوند. این خطوط سوراخ های ریز باعث می شود که مواد به راحتی در امتداد اسکلت پاره شوند بدون اینکه به ناحیه اطراف آسیبی وارد شود.
دانلود
قوانین برش سوراخ دار نوارهای فلزی نازکی هستند که در ماشین های برش قالب برای ایجاد خطوط سوراخ دار روی مواد مختلف استفاده می شوند. این خطوط سوراخ های ریز باعث می شود که مواد به راحتی در امتداد اسکلت پاره شوند بدون اینکه به ناحیه اطراف آسیبی وارد شود.

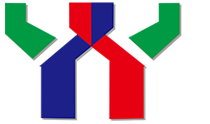
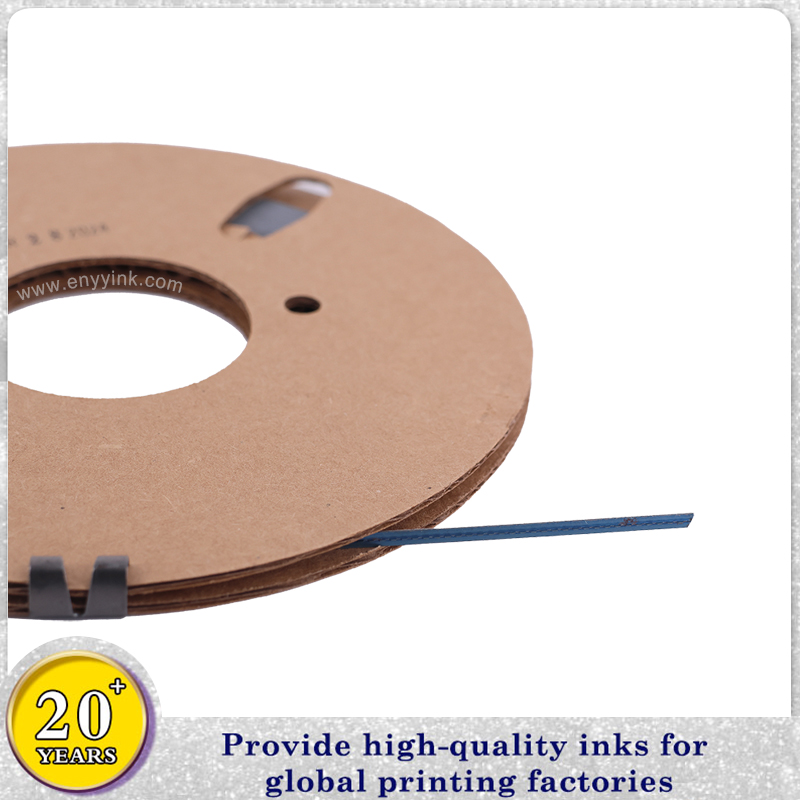
قوانین سوراخکاری معمولاً از فولاد سختشده ساخته میشوند تا لبه برش تیز و طول عمر طولانی را تضمین کنند. آنها در ضخامت ها و ارتفاع های مختلف برای کاربردهای مختلف وجود دارند. ویژگی کلیدی قانون سوراخ کردن، الگوی متناوب دندان ها و شکاف ها است. اندازه و فاصله این دندان ها و شکاف ها، سهولت پارگی و ظاهر کلی خط سوراخ شده را تعیین می کند.

قوانین برش سوراخ معمولاً در موارد زیر استفاده می شود:
بسته بندی: ایجاد زبانه های پاره کننده روی جعبه ها، کیسه ها و پاکت ها.
لوازم التحرير: ایجاد لبه های سوراخ دار روی نوت بوک، دفترچه یادداشت و بلیط.
مواد بازاریابی: ایجاد کوپن های پاره کننده و کارت های پاسخ.
بسته بندی غذا: ایجاد ویژگی های باز شدن آسان در بسته بندی مواد غذایی.

دستورالعمل های اعمال کامل PERF
توجه: توصیه می شود که یک راهنمای سوراخ خوب در صفحه چاپ گنجانده شود.
مرحله 1: مطمئن شوید که سیلندر قالب گیری تمیز و عاری از روغن یا گریس است.
مرحله 2: پس از قرار دادن تصویر بر روی ورق، تصویر را به سیلندر قالب منتقل کنید.
مرحله 3: مقدار کامل پرف مورد نیاز را قطع کنید و پشت کاغذ را بردارید تا پوشش چسب نمایان شود.
مرحله 4: پیروی از دستورالعمل، کامل پرف را روی استوانه قالبگیری بمالید. پس از اعمال چسب، چسب را در موقعیت خود نگه میدارد.
مرحله 5: قاعده را با نوار فیلم شفافی که در قرقره قرار داده شده است، بپوشانید. در اولین برداشت، علامت بخیه یا نمره گذاری از طریق نوار سوراخ می شود.
نکته: پس از محکم کردن قاعده بر روی سیلندر، توصیه می شود فشار بین سیلندر قالب گیری را کاهش داده و به تدریج افزایش دهید تا نتیجه چاپ و پرفرات مورد نظر حاصل شود. با افزایش فشار سیکلندر، به طور طبیعی سوراخکاری بهبود مییابد، اما میتواند بر کیفیت چاپ تأثیر بگذارد. بنابراین بسته به ضخامت استوک مورد استفاده، ممکن است لازم باشد ارتفاع قاعده را با ایجاد قاعدهای که در زیر پیشنهاد میشود تنظیم کنید.

نکات عیب یابی
اگر برش خیلی سبک در نظر گرفته شود، یک نوار فیلم شفاف باید در زیر قاعده اعمال شود تا ارتفاع را تنظیم کنید. مطمئن باشید که هر نوار اضافی را جدا کنید.
اگر ورق از قاعده خارج نمی شود یا اگر برش خیلی سنگین در نظر گرفته شود، باید یک قطعه نوار فیلم شفاف دیگر روی قاعده اعمال شود.
احتیاط: قبل از روشن کردن پرس، مطمئن شوید که قسمت های پرس و قانون فلزی اعمال شده وجود دارد.
دستورالعمل های آسان برای کارهای تکراری
کار را برای اجرای روال معمولی آماده کنید.
مرحله 1: کامل پرف را روی ورق چاپ شده یا ورق پلاستیکی نازک با استفاده از دستورالعمل سوراخ کردن اعمال کنید.
مرحله 2: ورق را در پرس فیدر قرار دهید و آشکارسازهای ورق را به اندازه کافی باز کنید تا اجازه عبور از قانون فلز را بدهد.
مرحله 3: ناحیه سیلندر قالب گیری را در پشت گیره ها با مقدار زیادی سیمان لاستیکی بپوشانید. لایه نازک تری از سیمان لاستیکی را روی سیلندر قالب گیری روی ناحیه ای که ورق پوشش می دهد، بمالید.
مرحله 4: ورق را به آرامی از طریق پرس وارد کنید. با ورود آن به گیره ها، پرس را خاموش کنید و چرخه را با دست ادامه دهید.
مرحله 5: ورق را مستقیماً پشت گیره ها با یک تیغه تیز ببرید. اکنون ورق به سیلندر بسته می شود. با استفاده از سیمان لاستیکی لبه ها یا گوشه های شل را ببندید.
مرحله 6: فشار را برای اجازه دادن به ورق اضافی تنظیم کنید و کار شما اکنون آماده تنظیم است. در صورت استفاده از ورق آپلاستیک، می توان آن را مجدداً بازگرداند.






اثبات معمولاً 3-5 روز کاری است. اگر سفارش دهید که به مقدار MOQ برسید یا فراتر بروید ، هزینه تصحیح بازگردانده می شود. اگر به مقدار MOQ نرسید ، هزینه تصحیح توسط شما گرفته می شود....more